Przewaga ściernic z sześciennego azotku boru (inaczej cbn lub borazonowych) nad ściernicami korundowymi

Sześcienny azotek boru (CBN lub komercyjnie nazywany borazonem jest materiałem super twardym (co oznacza twardość w skali Knoopa powyżej 20 GPa), a określenie to wywodzi się przede wszystkim z jego wyższej twardości w porównaniu do tańszego i wciąż mocno rozpowszechnionego zastosowania korundu (Al2O3) wraz z jego różnymi odmianami.
Co to jest borazon?
Borazon (CBN) stosowany jest w procesie obróbki szlifierskiej, gdzie głównym priorytetem jest wysoka jakość obrabianej powierzchni, trwałość i niezawodność narzędzia oraz wysoka wydajność szlifowania.
Części szlifowane ściernicami borazonowymi cechują się nieporównywalnie większą żywotnością, a ze względu na wyższą twardość pozwalają również na szlifowanie z większymi prędkościami skrawania i posuwami zapewniając przy tym dużo stabilniejszą ciągłość produkcji. W przypadku ściernic CBN dużo rzadziej zachodzi potrzeba obciągania i przezbrajania obrabiarki.
Borazon jest drugim po diamencie materiałem ściernym o tak wysokiej twardości. W skali Knoopa najtwardszy diament osiąga wartość 100 GPA, sześcienny azotek boru (CBN) 45 GPa, podczas gdy korund i jego odmiany oscylują w granicy 15-18 GPa. Borazon charakteryzuje się również większą odpornością chemiczną i termiczną, jego właściwości nie ulegają pogorszeniu nawet w temperaturze do 1600 °C.
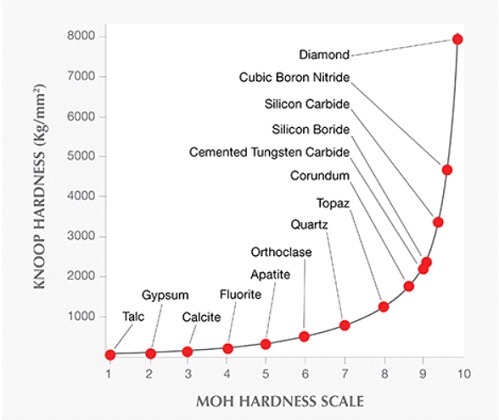
Twardość różnych materiałów w skali Knoopa [kg/mm2]
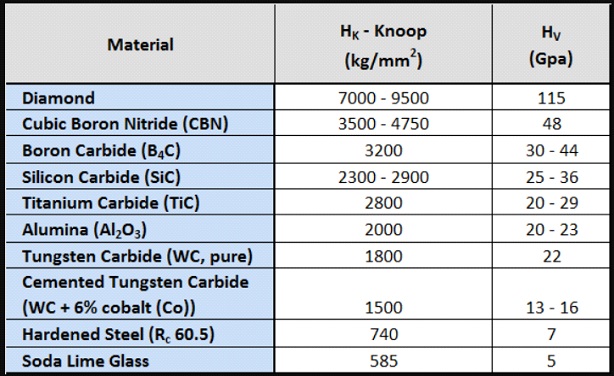
Porównanie twardości różnych materiałów w skali Knoopa [kg/mm2] i Vickersa [Gpa]
Charakterystyka borazonu
Sześcienny azotek boru (CBN) w odróżnieniu od diamentu nie wykazuje cech powinowactwa z żelazem, zatem jest to materiał doskonale nadający się do obróbki stali oraz jej stopów takich jak:
- stale narzędziowe, w tym również stale szybkotnące HSS oraz z dodatkiem kobaltu HSSE,
- stale do nawęglania,
- stale nierdzewne i wysokostopowe o twardości powyżej 50 HRC.
Przykładem, który może posłużyć za porównanie obu typów ściernic jest branża automotive i obróbka wałów korbowych oraz wałów rozrządu.
Końcowa jakość, stabilność procesu oraz bardzo szybkie zużycie ściernic korundowych eliminują je tutaj z procesu produkcyjnego.
Zalety CBN
Ponad dwukrotnie wyższa twardość ściernic borazonowych (CBN) w porównaniu z korundem polepsza jakość, znaczne zwiększa wydajność, precyzję, żywotność, zmniejsza zanieczyszczenie środowiska oraz to, co na końcu w branży automotive liczy się podwójnie to również zmniejsza koszty na sztukę wyprodukowanej części.
Mniejsza liczba przezbrojeń i wyższe parametry obróbcze powodują ogromny przeskok jakościowy i zastosowanie materiałów super twardych, w tym CBN-u pozwoliło na wejście w zupełnie nową erę obróbki szlifierskiej.
Poniżej widoczny jest przykład wałka rozrządu, gdzie żywotność ściernicy z CBN-u w porównaniu do korundu potrafi być 40-50 razy wyższa, ilość zużytego materiału potrzebnego na wyprodukowanie ściernicy wynosi 1/50 korundowej, a wydajność produkcyjna jest wyższa o około 30%.
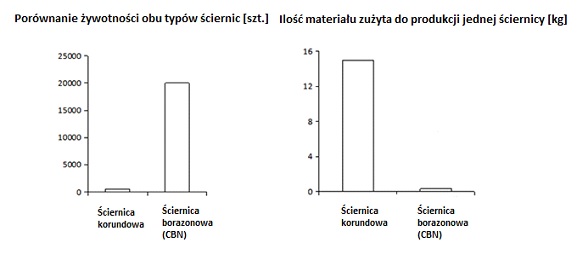
Porównanie żywotności obu typów ściernic przy produkcji wałów krzywkowych oraz ilości potrzebnego materiału do ich wyprodukowania
W przypadku wału korbowego żywotność ściernicy borazonowej (CBN) jest około 15-krotnie wyższa, liczba materiału zużytego na jedną ściernice to 1/59, a mniejsza liczba obciągań prowadzi również do zauważalnej redukcji zanieczyszczenia środowiska.
Ściernice borazonowe są niezastąpione również przy produkcji stalowych narzędzi skrawających. Firma Dr. Müller Diamantmetall AG jest w tej dziedzinie światowej klasy producentem i wraz z przedstawicielstwem, firmą Isotek może Państwu pomóc w doborze odpowiedniego rozwiązania technicznego.
ISOTEK Spółka z o.o.
ul. Św. Szczepana 57
61-465 Poznań
REGON: 630753045
KRS: 0000001557
BDO: 000032670
Kapitał zakładowy: 120 000,00 zł
SWIFT: PPABPLPK
Konto PLN:
PL30 1750 1019 0000 0000 0175 1708
Konto EUR:
PL02 1750 1019 0000 0000 0175 1727