Gratowanie i inne sposoby wykańczania powierzchni
Zamiana obróbki ręcznej na zrobotyzowane i elastyczne gniazdo obróbcze
Gratowanie to proces usuwania ostrych krawędzi i zadziorów, aby uzyskać gładkie powierzchnie na częściach z metalu o odpowiednich parametrach m.in. chropowatości powierzchni, błędach kształtu i położenia, gładkości, itd. Proces gratowania pozwala na uzyskanie ostatecznego kształtu i geometrii obrabianej części o odpowiedniej jakości.
Mamy różne sposoby uzyskiwania optymalnej powierzchni takie jak:
- obróbka ręczna
- obróbka ręczno-maszynowa
- obróbka wibrościerna
- metoda z wykorzystaniem past ściernych
- obróbka magneto-ścierna
- obróbka eletrochemiczna
- obróbka termiczna
Chciałbym się skupić na procesie gratowania, który jest usuwany przez obróbką ręczną. Jest to metoda bardzo żmudna, zabierająca dużo czasu i też niedoskonała gdyż zależy głównie od umiejętności operatora.
Trzeba jednak nadmienić, że obróbka ręczna ma nadal bardzo duży udział w całkowitej obróbce części w budowie maszyn i wynosi ok. 20% przy produkcji seryjnej, a liczba ta zwiększa się gdy mamy do czynienia z produkcją jednostkową.
Gratowanie za pomocą obróbki ręcznej stosuje się często w takich przemysłach jak:
- lotniczy
- samochodowy
- meblarski
- medyczny
- narzędzi precyzyjnych
- maszynowy
- jubilerski
- produkcji okularów
Gratowanie często powiązane jest w obróbką wykańczającą.
Ostatnia część procesu
Obróbka wykańczająca jest fazą końcową procesu obróbki i ma na celu uzyskanie wysokiej jakości obrabianej części zgodnych z wymaganiami technicznymi obejmującymi dokładność wymiarową, uzyskanie odpowiednich błędów kształtu i gładkości powierzchni.
Rozróżniamy trzy podstawowe rodzaje obróbki wykańczającej:
Obróbka bardzo dokładna – występuje gdy chcemy uzyskać odpowiednio małe błędy wymiarowe (np. powierzchnie dokładnie pasowane, wewnętrzne powierzchnie współpracujące tuleja – tłok).
Obróbka ostateczna – w celu osiągniecia małych błędów kształtu
Obróbka gładkościowa – dla uzyskania dużej gładkości powierzchni (np.: polerowane powierzchnie metalowych, elementów ozdobnych mebli metalowych).
Co to jest gratowanie?
Proces gratowania i wykańczania powierzchni opiera się na różnych sposobach wykańczania powierzchni takich jak:
- szlifowanie
- polerowanie
- dogładzanie w tym dogładzanie oscylacyjne (superfinish)
- frezowanie
- zatępianie krawędzi
- szczotkowanie
- i inne.
Wymienione powyżej sposoby wykańczania powierzchni są znane, ale chciałbym lepiej przybliżyć obróbkę superfinish.
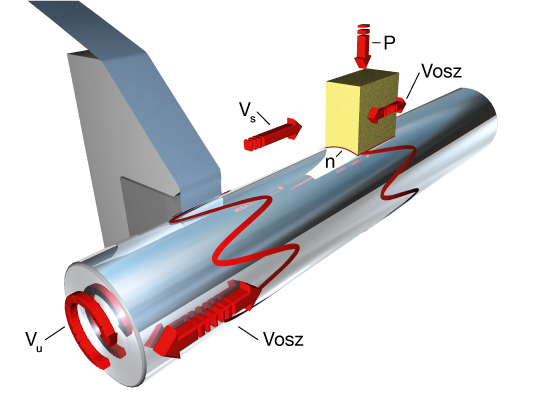
Superfinish to dogładzanie oscylacyjne (dogładzanie krótkoskokowe) – metoda wygładzającej, dzięki której uzyskuje się gładkość 11 ÷ 14 klasy chropowatości (Rz 0,4 ÷ 0,01).
Dogładzanie podobnie jak gładzenie przeprowadza się przy pomocy narzędzi ściernych. Do obróbki żeliwa, obróbki wykończającej stopów aluminium używany jest węglik krzemu (SiC), czyli karborund, a do obróbki stali, stopów miedzi oraz obróbki zgrubnej używa się stopów aluminium. W procesie dogładzania wygładza się tylko obszar chropowatości powierzchni pozostawionej po poprzedniej obróbce.
Proces dogładzania charakteryzuje się złożeniem przynajmniej trzech ruchów, z czego co najmniej jeden jest oscylacyjny. Obróbka polega na usuwaniu pików chropowatości dzięki czemu można uzyskać nawet Ra0,01μm. Poniżej schemat obróbki oscylacyjnej.
Proces gratowania i wykańczania powierzchni wykonywane ręcznie można zastąpić procesem zautomatyzowanym przy wykorzystaniu zrobotyzowanego gniazda obróbczego firmy SUPFINA.
Szeroki zakres operacji
Zrobotyzowane gniazdo obróbcze może wykonywać bardzo różne operacje tej samej części obróbczej m.in:
- Dogładzanie oscylacyjne (superfinish)
- gratowanie
- szlifowanie
- polerowanie
- frezowanie
- znakowanie
- czyszczenie
- zatępianie krawędzi
- pomiar optyczny lub inny
- inspekcja wizualna
- inne wymagane operacje, itp.

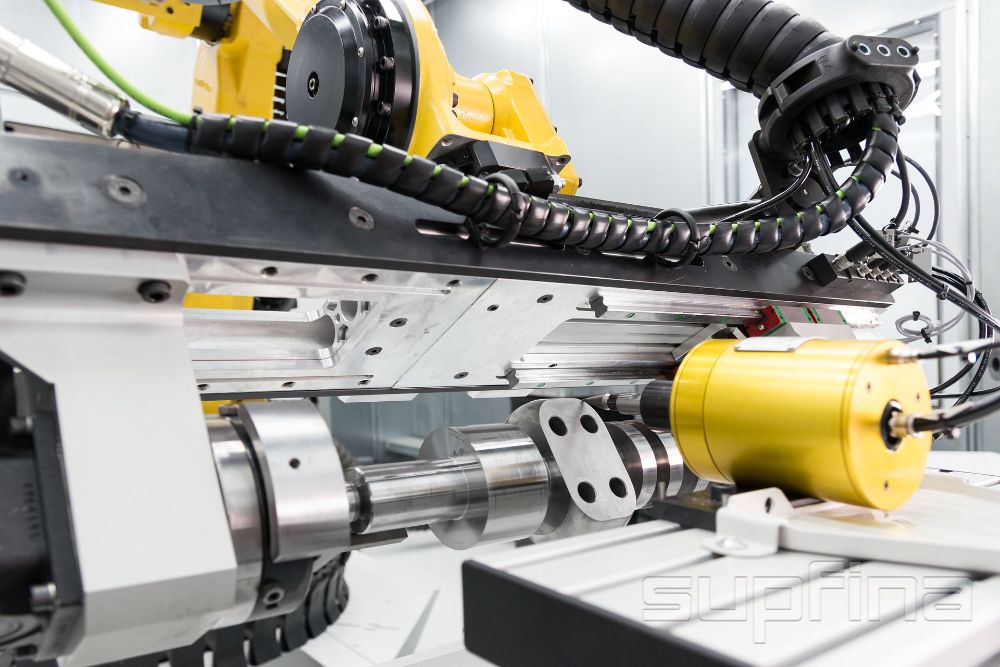
Zrobotyzowane gniazdo obróbcze – widok ogólny
Zrobotyzowane gniazdo obróbcze

Zrobotyzowane gniazdo obróbcze
Zrobotyzowane gniazdo obróbcze
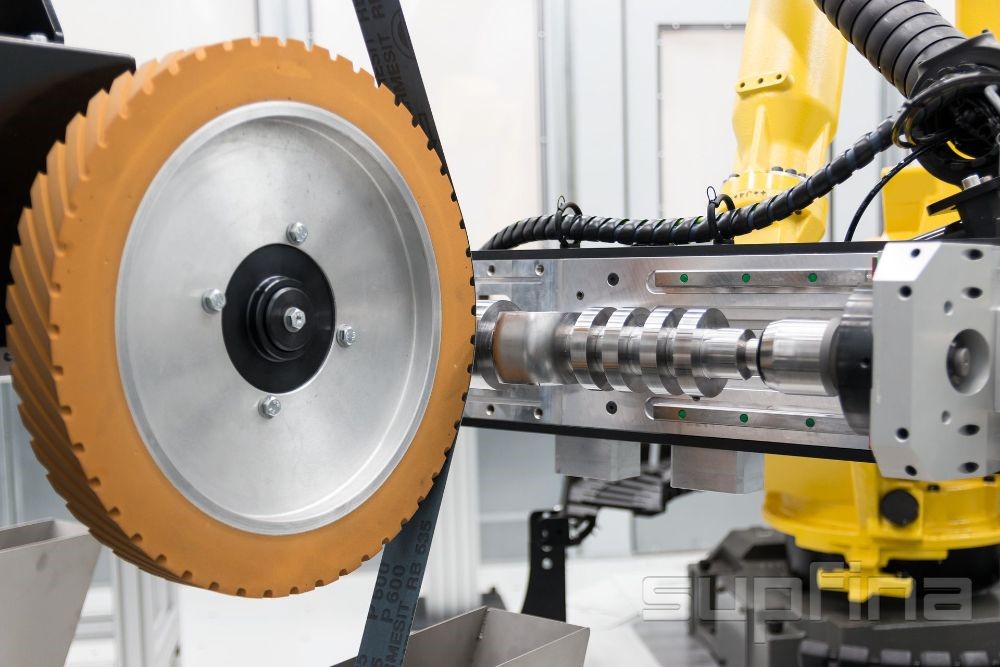
Zrobotyzowane gniazdo obróbcze
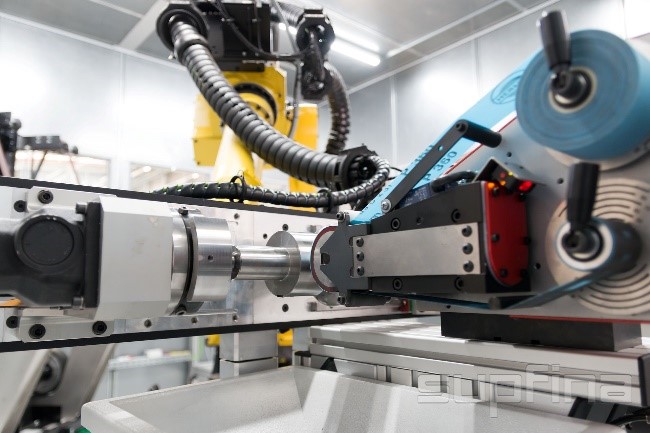
Dogładzanie oscylacyjne
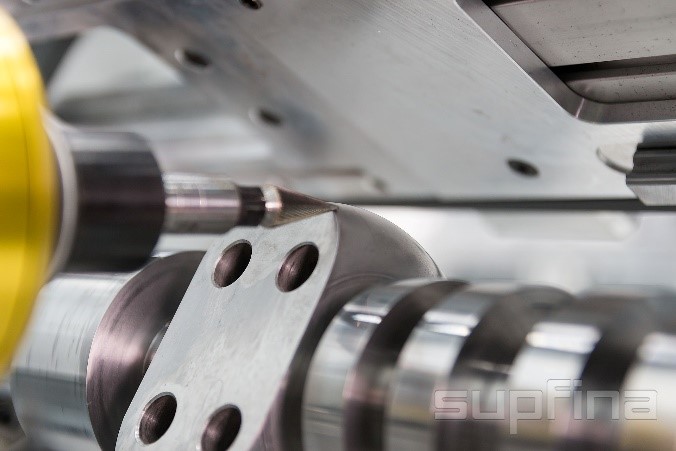
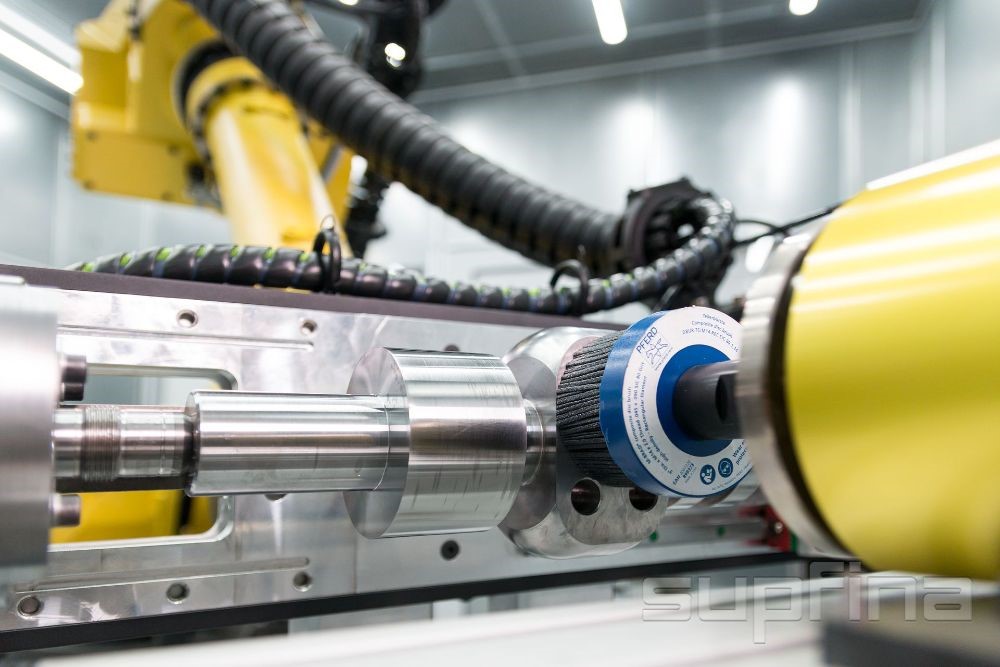
Gratowanie (zatępianie krawędzi)
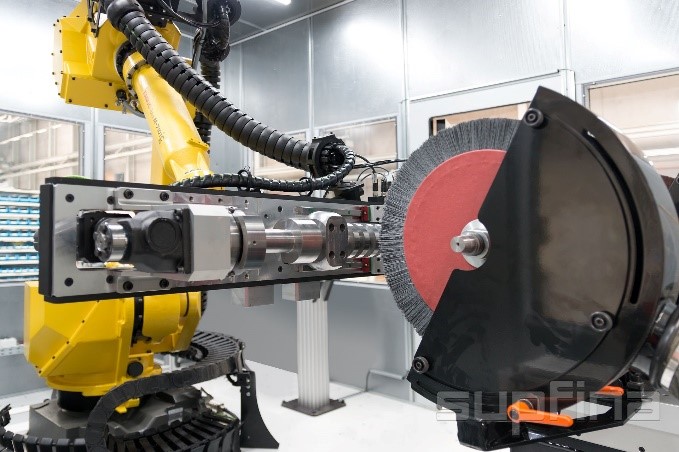
Czyszczenie (szczotkowanie)
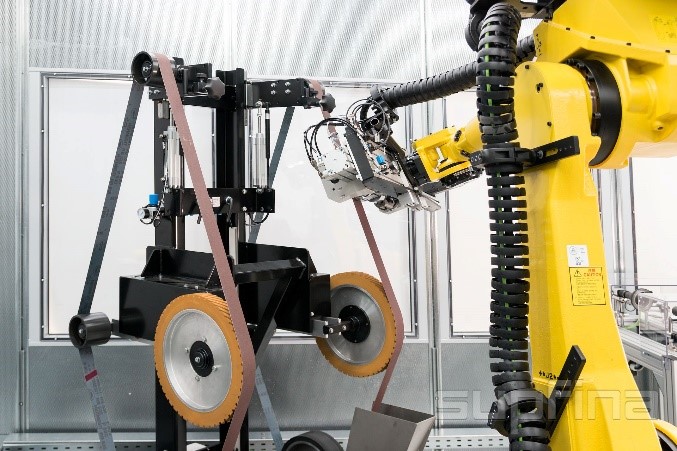
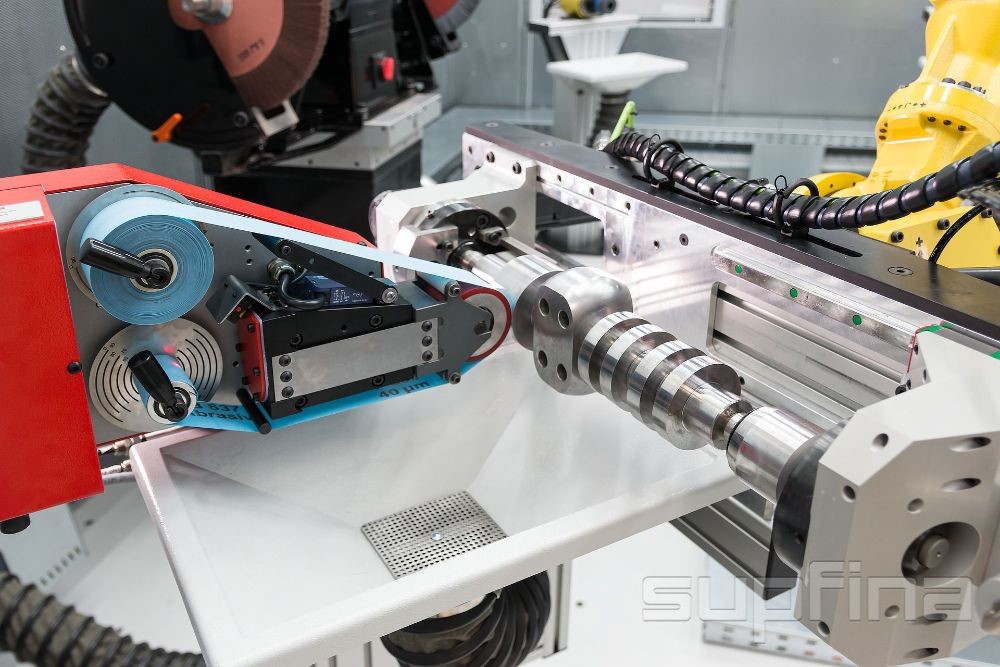
Szlifowanie taśmą szlifierską
- część obrabiana jest umieszczona w uchwycie robota i dalej podawana sukcesywnie na poszczególne stacje obróbcze
- część obrabiana jest mocowana na stole, narzędzia są pobierane przez robota ze stacji obróbczych i doprowadzane do obrabianej części
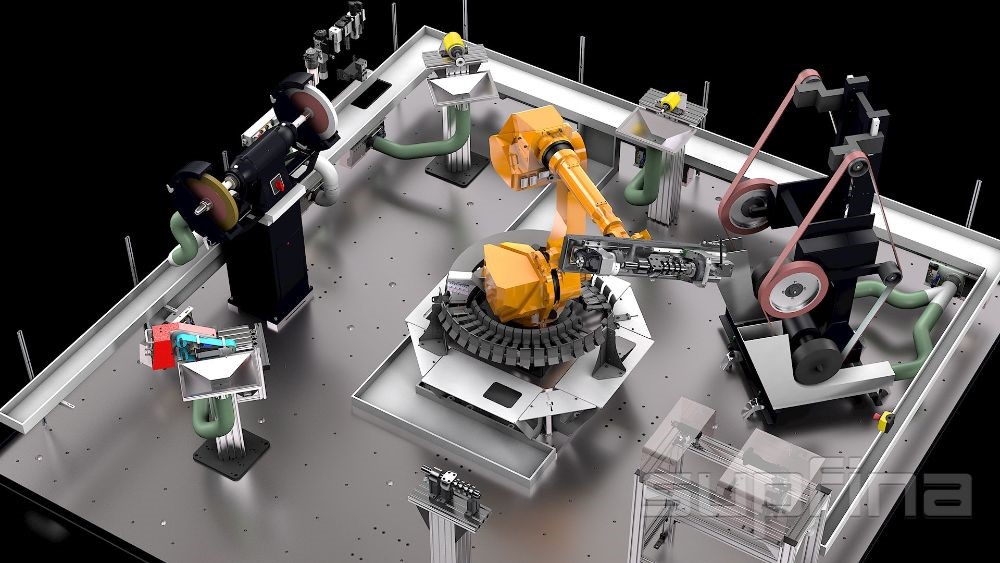
Przykładowa konfiguracja zrobotyzowanego gniazda obróbczego do testów w firmie Supfina
Przykładowe konfiguracje zrobotyzowanego gniazda obróbczego:
- ładowanie / rozładowanie części są umieszczane na/z przenośnika taśmowego
- ręczny załadunek części obróbczych i wymiana narzędzi
- załadunek/wyładunek palet i rotacyjna obróbka części
Zrobotyzowane gniazdo obróbcze pozwala na osiągnięcie różnych celów m.in.:
- Automatyzację ręcznych procesów produkcyjnych
- Kumulowanie różnych procesów produkcyjnych w jednym gnieździe obróbczym
- Wykańczanie powierzchni wyprodukowanych metodami przyrostowymi
Zrobotyzowane gniazdo obróbcze jest elastycznym rozwiązaniem dzięki:
- Różnym procesom obróbczym
- Dowolnej konfiguracja obróbki na poszczególnych stanowiskach
- Doborowi różnych stanowisk i ich wymienności
- Programowi zarządzania produkcji części z wykorzystaniem HMI
Modułowa obudowa może zostać dowolnie wykorzystana do konfiguracji zrobotyzowanego gniazdo obróbczego w zależności od wymagań klientów.
Sposób realizacji zadań
W realizacji zakładanych zadań stosujemy roboty różnych producentów takich jak Fanuc (standard), Kuka, ABB, Stäubli czy innych producentów wg życzenia klienta.
Oferujemy, z wykorzystaniem CAD/CAM również:
- program i dobór obróbki
- dobór różnych rozmiarów robotów w zależności od potrzeb
- określenie czasów cykli
- wirtualne rozwiązania
Zrobotyzowane gniazdo obróbcze ma możliwość korzystania z szybkiego wsparcia firmy Supfina, które zapewnia:
- inteligentny monitoring parametrów stacji obróbczych w czasie rzeczywistym, a tym samym monitorowanie ich statusu
- dostęp do danych archiwalnych
- możliwość eliminacji i redukcji przestojów
- zwiększenie efektywności produkcji
- zwiększenie opłacalności produkcji
Przykładowy proces obróbczy może wygląd następująco (wybrane przykłady):
- Pomiar części przed procesem wykańczającym
- Zdefiniowanie wartości korekcyjnych (offsets)
- Ustawienie wartości korekcyjnych (offsets) w narzędziu
- Wybrany proces obróbczy
Zachęcamy do kontaktu w przypadku chęci automatyzacji procesu obróbki ręcznej lub rozwiązania nietypowych i trudnych procesów obróbczych.
ISOTEK Spółka z o.o.
ul. Św. Szczepana 57
61-465 Poznań
REGON: 630753045
KRS: 0000001557
BDO: 000032670
Kapitał zakładowy: 120 000,00 zł
SWIFT: PPABPLPK
Konto PLN:
PL30 1750 1019 0000 0000 0175 1708
Konto EUR:
PL02 1750 1019 0000 0000 0175 1727